Máquina de soldadura por puntos con inversor de frecuencia media
La máquina de soldadura por puntos con inversor de frecuencia media es adecuada para la soldadura de cobre, aluminio, níquel, molibdeno, tungsteno, manganeso, oro, plata y otros metales no ferrosos, y es ampliamente utilizada en la soldadura por puntos y la soldadura por proyección multipunto de chapa de acero con bajo contenido de carbono, placa de acero inoxidable, chapa galvanizada, placa de aluminio, alambres grandes, soldadura por puntos y soldadura por proyección multipunto, soldadura por puntos de acero de alta resistencia y acero estampado en caliente en la industria de fabricación de automóviles, así como soldadura de alambre de cobre, punta de plata y placa de cobre en la industria eléctrica de alto y bajo voltaje, en electrónica automotriz, autopartes, inductores, resistencias, relés, aparatos eléctricos de bajo voltaje, condensadores, fuentes de luz eléctrica, sensores, electroacústica, termostatos, filtros, Los micromotores, el hardware de precisión, la soldadura FPC, los transformadores, los pequeños electrodomésticos, los LED, las baterías, las presiones de formación de arneses de cableado, los audífonos y otros productos son ampliamente utilizados.
La máquina de soldadura por puntos con inversor de frecuencia intermedia se convierte en DC mediante AC trifásica después de la rectificación, y luego se invierte en la etapa primaria del transformador de soldadura de acceso de onda cuadrada de frecuencia intermedia de 1000 Hz a través del circuito inversor compuesto de IGBT, y la rectificación reductora del transformador de soldadura se convierte en un electrodo de suministro de corriente continua con pequeña pulsación para soldar la pieza de trabajo. El inversor ajusta el ciclo de trabajo del IGBT retroalimentando la corriente de soldadura primaria o secundaria, para lograr el efecto de corriente constante en el proceso de soldadura.
Soldadura por puntos de alambre de resistencia y pasador de terminal
Para la soldadura de alambres de resistencia, varillas frías y agujas frías en la industria de tuberías de calefacción eléctrica, nuestra empresa ha desarrollado especialmente la máquina de soldadura por puntos con inversor de frecuencia media, que ha sido altamente reconocida por los clientes.
1. La junta de soldadura entre el alambre calefactor y la varilla de plomo es lisa, sin escoria de soldadura, sin deformación y la expansión después de la soldadura es pequeña;
2. El punto de soldadura en la junta de soldadura pelada tiene un gran magnetismo fundido y la soldadura es firme y confiable;
3. No hay salpicaduras (chispa) en el proceso de soldadura, lo cual es seguro;
4. Puede soportar una gran fuerza de tracción y puede alcanzar el más alto estándar.
Características del producto
- La corriente que fluye a través del circuito de soldadura secundario es directa, por lo que la influencia de la reactancia inductiva en el circuito secundario debido a las diferentes longitudes secundarias en la pieza de trabajo soldada se reduce considerablemente.
- Equilibrio de carga trifásico, reduce los requisitos de energía del sistema de suministro de energía, el factor de potencia es cercano a 1, sin componente de inductancia, sin necesidad de ajustar el factor de potencia.
- Elimina la contaminación de la fuente de alimentación, es soldadura ecológica, no tiene que proporcionar una fuente de alimentación separada y se puede usar junto con el sistema de control de herramientas de soldadura robotizada.
- Reduce el consumo de energía, ahorra energía y reduce el consumo, y también reduce la necesidad y el gasto de cables y muchos costos de mantenimiento.
- La masa del transformador de soldadura se reduce considerablemente, es ligera y rápida, solo 1/3 de la masa y el volumen del transformador de AC, que es adecuado para el sistema de soldadura robotizado.
- Para mejorar la eficiencia de la entrada de calor, la salida del transformador de soldadura es voltaje de DC, no hay inductancia de inductancia, y el circuito de DC puro no tiene deficiencias de cruce por cero, y la eficiencia del calor mejora considerablemente.
- Control digital inteligente de circuito cerrado completo, la corriente de control de soldadura es más precisa, la precisión de ajuste y la precisión de monitoreo son 20 veces mayores que el sistema de AC. Los inversores y transformadores se pueden proteger.
- Aumenta la estabilidad del proceso de soldadura, la capacidad de fabricación de la soldadura de DC es buena, la adaptabilidad de los parámetros de soldadura es amplia y la corriente secundaria realmente puede mantener una corriente constante, que tiene una perspectiva más utilizada que la AC.
- El control digital mejora aún más el control de corriente y la precisión de la medición, y la precisión del tiempo de soldadura es de milisegundos, y el tiempo de soldadura se puede controlar arbitrariamente.
- Se pueden soldar materiales como el aluminio y el metal galvanizado, y los resultados de soldadura son buenos.
- Es especialmente adecuado para la soldadura de tableros de tres capas, la soldadura de materiales muy delgados y los requisitos de soldadura de precisión.
- Soldadura por resistencia de DC con inversor de precisión, mayor frecuencia del inversor, control de corriente más preciso.
Parámetros técnicos
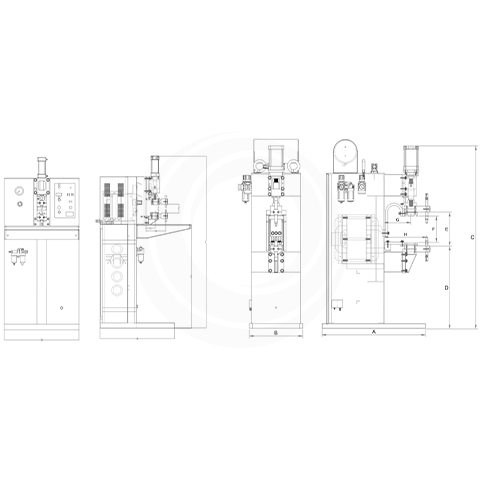
| Modelo | Voltaje de entrada V | Potencia nominal KVA | Corriente máxima de cortocircuito KA | Ciclo de trabajo % | PRESIÓN DEL ELECTRODO KG | Carrera del electrodo mm | Caudal de agua de refrigeración L/min | Dimensiones: A mm | Dimensiones: B mm | Dimensiones: C mm | Dimensiones: D mm | Dimensiones: E mm | Dimensiones: F mm | Dimensiones: G mm | Dimensiones: H mm |
| DHMF-5K | 380 3PH | 5 | 1.5 | 50 | 30 | 25 | 10 | 545 | 550 | 1250 | 760 | 58 | 65 | 68 | 150 |
| DHMF-10K | 380 3PH | 10 | 3 | 50 | 100 | 50 | 20 | 545 | 550 | 1250 | 760 | 58 | 65 | 68 | 150 |
| DHMF-15K | 380 3PH | 15 | 4.5 | 50 | 100 | 50 | 20 | 545 | 550 | 1250 | 760 | 58 | 65 | 68 | 150 |
| DHMF-25K | 380 3PH | 25 | 7.5 | 50 | 350 | 80 | 20 | 700 | 390 | 1570 | 765 | 275 | 225 | 255 | 390 |
| DHMF-35K | 380 3PH | 35 | 10 | 50 | 350 | 80 | 20 | 700 | 390 | 1570 | 765 | 275 | 225 | 255 | 390 |
| DHMF-50K | 380 3PH | 50 | 13 | 50 | 800 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DHMF-75K | 380 3PH | 75 | 18 | 50 | 800 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -100K | 380 3PH | 100 | 21 | 50 | 1000 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DHMF-120K | 380 3PH | 120 | 23 | 50 | 1000 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF 160K | 380 3PH | 160 | 28 | 50 | 1000 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -200K | 380 3PH | 200 | 32 | 50 | 1500 | 100 | 30 | 950 | 490 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DHMF-250K | 380 3PH | 250 | 40 | 50 | 1500 | 100 | 50 | 950 | 600 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -300K | 380 3PH | 300 | 48 | 50 | 2000 | 100 | 50 | 950 | 600 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -350K | 380 3PH | 350 | 55 | 50 | 2000 | 100 | 60 | 950 | 800 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -400K | 380 3PH | 400 | 62 | 50 | 2000 | 100 | 60 | 950 | 600 | 1675 | 758 | 310 | 240 | 245 | 390 |
| DH-MF -500K | 380 3PH | 500 | 70 | 50 | 2000 | 100 | 60 | 950 | 800 | 1675 | 758 | 310 | 240 | 245 | 390 |
Componentes de la máquina de soldadura por puntos con inversor de frecuencia media
La máquina de soldadura por puntos con inversor de frecuencia media generalmente se compone de tres partes: el circuito principal del transformador rectificador, la caja de control, el circuito secundario del transformador de potencia y el transformador de soldadura. Entre ellos, el circuito principal del transformador rectificador incluye un transformador de salto, un poste de puente rectificador y un elemento de corriente continua, que convierte la corriente alterna en corriente continua. El circuito secundario del transformador de potencia incluye el transformador de potencia, el condensador trasero y la placa de salida, que desempeña la función de controlar la potencia de salida. Los transformadores de soldadura convierten el alto voltaje en bajo voltaje adecuado para operaciones de soldadura por puntos.
Proceso de soldadura por puntos de la máquina de soldadura por puntos con inversor de frecuencia media
Al convertir la fuente de alimentación de AC de baja frecuencia en la fuente de alimentación de alta frecuencia, la máquina de soldadura por puntos de frecuencia media aumenta la energía eléctrica a un alto voltaje de cientos de miles de voltios y controla la presión después de calentar parcialmente la junta metálica, de modo que la junta se derrite instantáneamente y la mantiene durante un cierto tiempo. Al mismo tiempo, se controla la cantidad de corriente y el tiempo de calentamiento, al tiempo que se garantiza un grado adecuado de fusión.
Cuando se utiliza la máquina de soldadura por puntos con inversor de frecuencia media para la soldadura por puntos, primero es necesario establecer los parámetros de soldadura adecuados, incluido el tamaño actual, el tiempo de calentamiento, la presión de soldadura y otros factores, y sujetar el electrodo en la parte metálica que se va a soldar. Después de poner en marcha la máquina principal, el proceso de soldadura por puntos se puede completar mediante el contacto de los dos polos.
Ventajas de la máquina de soldadura por puntos con inversor de frecuencia media
- Alto ahorro de energía: menor corriente de soldadura y presión del electrodo;
- Alta calidad: en comparación con la máquina de soldar tradicional general, su estabilidad eléctrica de soldadura es incomparable a la de otros modelos;
- Bajo costo: entrada balanceada de potencia trifásica, alto factor de potencia, la vida útil del electrodo es más de 1 vez más duradera que la tradicional;
- Alta eficiencia: Una unión de soldadura se puede completar en un tiempo de soldadura más corto que el modelo tradicional, lo que mejora la velocidad de producción.