La Machine Pour Poncer Et Polir
La Machine Pour Poncer Et Polir sert à polir la surface des pièces. Elle meule et polit la surface par rotation ou friction, à l'aide d'Abrasifs ou d'agents de polissage, pour améliorer sa finition, sa planéité et son aspect, afin d'obtenir un usinage de précision et d'améliorer la qualité du produit.
Effets de polissage courants
- Finition miroir/Effet miroir
- Caractéristiques: Surface très brillante, reflets nets, quasiment sans rayures.
- Matériaux applicables : acier inoxydable, aluminium, cuivre, plastique, etc.
- Application: surfaces décoratives haut de gamme, ustensiles de cuisine, accessoires de salle de bain, coques de téléphone portable, moules.
- Finition brossée / Finition capillaire / Effet brossé
Caractéristiques: La surface présente un grain régulier ou irrégulier et un doux lustre métallique.
Types courants:
- Grain droit
- Grain flocon (grain irrégulier)
- Grain court, grain broussailleux, etc.
- Finition mate / Finition satinée
Caractéristiques: La surface est lisse et sans brillance apparente. Elle est délicate, peu réfléchissante et présente une texture douce.
Méthode de traitement: Souvent combiné au sablage ou au meulage fin.
Application: Design minimaliste moderne, boîtiers de produits électroniques, équipements médicaux.
- Finition brillante
Caractéristiques: Surface brillante, à mi-chemin entre un miroir et une surface brillante classique, brillante mais pas totalement réfléchissante.
Application: Produits ne nécessitant pas de finition miroir, mais nécessitant néanmoins un effet brillant.
- Ébavurage
Caractéristiques: Ce produit ne sert pas à améliorer la brillance, mais à éliminer les bavures et les angles vifs après le traitement.
Application: Pièces mécaniques, pièces de précision, pièces de structure.
- Détartrage
- Caractéristiques: élimine les points de soudure, les couches d'oxyde, la rouille et restaure la couleur d'origine du métal.
- Application: souvent utilisé en conjonction avec le décapage ou le sablage.
- Finition texturée / à motifs
- Caractéristiques: La surface présente des motifs réguliers ou irréguliers, avec des effets antidérapants ou décoratifs.
- Méthodes: Corrosion chimique, gravure, gaufrage et polissage combinés.
- Applications: Décoration architecturale, œuvres d'art, panneaux décoratifs en acier inoxydable.
Comparaison et application des niveaux de valeurs de rugosité de surface
En général, les exigences de qualité de surface des pièces importantes ou critiques sont plus élevées que celles des pièces ordinaires. En effet, une bonne qualité de surface améliore considérablement les performances à l'abrasion, la résistance à la corrosion et la résistance à la fatigue. Le miroir est l'état idéal pour l'usinage par usinage des métaux et constitue le moyen le plus efficace d'améliorer la durée de vie des pièces mécaniques. Le miroir est traditionnellement synonyme d'une excellente rugosité après usinage mécanique, un état de surface métallique capable de refléter clairement l'image.
- Les méthodes d'usinage mécanique permettant d'obtenir un miroir sont: l'enlèvement de matière, aucune méthode de coupe (laminage).
- Les méthodes d'usinage par enlèvement de matière: meulage, brunissage, polissage, étirage électrique.
- aucune méthode de coupe: laminage (à l'aide d'outils miroir), extrusion.
| Ra/ μm | Caractéristique de forme de surface | Exemples de méthodes de traitement |
| Une surface obtenue ou maintenue dans son état d'origine sans enlèvement de matière | surfaces non traitées obtenues par forgeage, moulage et laminage à chaud |
| 50 | Surface rugueuse | Traces de couteau évidentes | Sciage, tournage grossier, fraisage grossier, rabotage grossier, perçage et usinage avec lime grossière et meule grossière |
| 25 | Marques de couteau visibles |
| 12.5 | Légères traces de couteau |
| 6.3 | Surface semi-polie | Marques de travail visibles | Étirage à froid, tournage fin, torsion fine, torsion grossière, meulage grossier, grattage, traitement de brochage grossier, etc. |
| 3.2 | Légères marques d'usinage |
| 1.6 | Aucune marque de traitement visible |
| 0.8 | Surface lisse | Direction visible des marques de traitement | Rectification, finition d'outils de tournage diamantés, finition, étirage à froid, traitement de broche, polissage, etc. |
| 0.4 | Micro-identification de la direction des marques d'usinage |
| 0.2 | La direction des marques de traitement n'est pas discernable |
| 0.1 | Surface la plus brillante | Surface brillante foncée | Meulage fin, brunissage, polissage, meulage super fin, meulage miroir, etc. |
| 0.05 | Finition brillante |
| 0.025 | Brillance miroir |
| 0.012 | Rétroviseur antibrouillard |
| 0.008 | Surface du miroir |
Fonctions
- Meulage et élimination des défauts de surface: la polisseuse élimine les défauts, les films d'oxyde, les calamines et autres couches superficielles abîmées de la pièce, améliorant ainsi sa qualité.
- Lissage et finition de la surface: grâce au mouvement rotatif de la polisseuse et au mouvement de l'abrasif, la surface de la pièce est aplanie et les aspérités et convexités sont éliminées.
- Amélioration de la finition de surface: la polisseuse utilise un agent de polissage pour un meulage fin de la surface de la pièce, améliorant ainsi sa brillance et son éclat.
- Amélioration de l'aspect de surface: le traitement améliore la texture et l'aspect de la pièce, lui conférant un meilleur rendu visuel.
- Amélioration de l'adhérence du revêtement: le traitement par la polisseuse améliore la finition de la pièce, ce qui améliore son adhérence et sa durabilité.
Meulage et polissage avant galvanoplastie
La plupart des pièces à plaquer présentent souvent des surfaces rugueuses. On appelle cette pièce brute à plaquer une ébauche. Dans l'industrie manufacturière, diverses pièces métalliques doivent être électroplaquées, plaquées chimiquement ou peintes à la surface du produit final afin d'améliorer leur aspect décoratif, leur fonctionnalité et leur durée de vie. C'est pourquoi la surface des pièces doit être prétraitée avant galvanoplastie et revêtement afin de la rendre lisse, d'obtenir un aspect plus brillant après galvanoplastie et d'améliorer la qualité du revêtement. Le meulage et le polissage sont les méthodes les plus couramment utilisées en galvanoplastie et en finition, notamment lorsque la surface du placage doit être brillante et que le revêtement doit être de meilleure qualité. Dans ce cas, le polissage est particulièrement important.
Les pratiques montrent que de nombreux problèmes de qualité de placage ne sont pas causés par le procédé de placage lui-même, mais par un traitement préalable inapproprié. Par exemple, le meulage de l'ébauche de la pièce plaquée est l'étape clé du placage au cuivre, au nickel et au chrome. Une usine de motos procédait à la galvanoplastie de silencieux. En raison d'une méconnaissance des techniques de meulage et de polissage, les grains de la pièce plaquée étaient visibles et irréguliers. Le temps de placage, qui était de 0,5 h, était plus long, ce qui entraînait des coûts plus élevés et un faible taux de réussite. Par la suite, le renforcement des procédés de meulage et de polissage a permis de réduire le temps de placage et d'améliorer considérablement le taux de réussite. Le polissage de surface a ainsi un impact considérable sur la qualité de la galvanoplastie ou de la finition. La conformité des produits métalliques aux exigences d'état de surface avant galvanoplastie est essentielle pour obtenir un revêtement de haute qualité. Sur les surfaces métalliques rugueuses et grasses, il est impossible d'obtenir un revêtement lisse et brillant.
Le meulage est généralement effectué avant la galvanoplastie des pièces en acier. Tant que le meulage est fin, le polissage n'est généralement pas nécessaire, car les pièces en acier présentent une dureté élevée et sont difficiles à polir efficacement avec des disques de polissage en tissu.
Des expériences montrent que la rugosité de la surface de la pièce avant le placage influence considérablement la qualité du revêtement. Pour une épaisseur de couche de chromage identique (0,07 à 0,09 mm), plus la rugosité de la surface avant le placage est faible, plus la rugosité de la couche de chromage après le placage est faible, plus la porosité est importante, plus le revêtement est incomplet et moins l'adhérence entre le revêtement et la surface de la pièce est bonne, plus la rouille est susceptible d'être altérée et sa durée de vie est réduite. Afin de garantir un chromage complet et de prolonger la durée de vie de la pièce, la rugosité de la surface doit être maintenue à une valeur inférieure à Ra0,2 μm, voire Ra0,1 μm, avant le placage afin d'améliorer l'intégrité de la couche de chromage.
Les pièces en cuivre, en laiton ou en aluminium nécessitent souvent un polissage après meulage, car leur faible dureté de surface permet d'obtenir un fini brillant.
Certains produits en acier inoxydable et en laiton, tels que les étuis de stylos en acier inoxydable et les caractères en cuivre des enseignes, doivent être soumis à un polissage électrolytique après meulage et polissage mécaniques. Les caractères en cuivre des signatures sont passivés puis recouverts d'une peinture organique pour éviter leur décoloration. Ce procédé, qui ne nécessite pas de galvanoplastie, permet également d'obtenir des caractéristiques brillantes et une décoration protectrice. La durée de conservation de la couleur de surface dépend de la qualité du revêtement.
Exigences de rugosité de surface avant le placage
| Type de couche de revêtement | La rugosité de surface avant placage Ra (pas plus de)/μm | Valeur du congé d'angle /mm |
| Engineering iliac plating (Porosity inspection required) | 0.8 | ≥0.5 |
| Engineering chrome plating (no porosity inspection required) | 1.6 | …… |
| Loose hole chrome plating | 0.2 | …… |
| Decorative chrome plating | The visual brightness requirement is determined | ≥0.5 |
| Porcelain anodizing | 0.2 | …… |
| Palladium plated, rhodium plated | 0.2 | ≥0.5 |
| Hard anodizing, insulation anodizing | 0.8 | ≥0.5 |
| Anti-carburizing, anti-nitriding, anti-oxidation and copper or tin plating | 3.2 | …… |
| Note 1: This table is based on plating without polishing, grinding and other finishing. Note 2: In excess of this table, it shall be determined by negotiation between the purchaser and the electroplating party. |
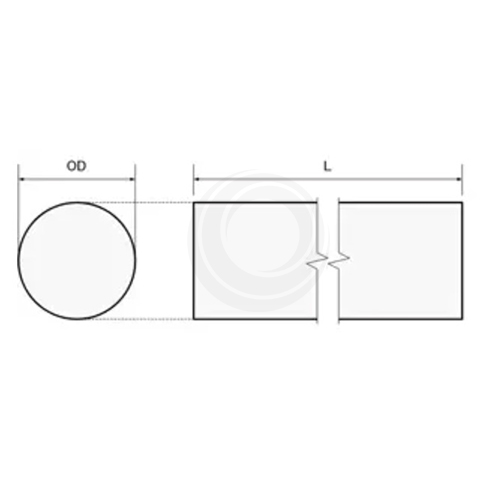
Polissage de l'acier
Le tube en acier inoxydable est poncé grossièrement avec des bandes abrasives de calibres #80-#,180-#,320-#,400-#,500-#,et 600, afin d'éliminer les trous de ponçage et les porosités visibles. Le polissage à la meule de chanvre et le polissage grossier sont ensuite effectués avec une pâte blanche afin d'éliminer les traces de meulage résiduelles et d'améliorer la surface. Le polissage est ensuite effectué avec une meule de polissage moyenne pour améliorer encore la surface et la brillance. Enfin, le polissage à la meule fine permet d'obtenir un bel effet miroir.
Polissage du cuivre
Le tube en cuivre est d'abord dégrossi avec une Bande Abrasive #80 pour éliminer les aspérités et les nids-de-poule. La surface est ensuite finement poncée et les contours sont rectifiés successivement avec des bandes abrasives #180,#320. Un troisième ponçage est ensuite effectué avec des bandes abrasives #400,#500, afin d'obtenir un aspect optimal, des lignes nettes et une structure symétrique. La finition avec une bande abrasive #600 permet d'obtenir un profil optimal, sans trous de ponçage ni porosités apparents. Enfin, le polissage du tube avec un disque de polissage et une pâte de polissage (jaune) permet d'obtenir un bel effet miroir.
6 procédés de polissage courants
Le polissage consiste à utiliser une action mécanique, chimique ou électrochimique pour réduire la rugosité de la surface de la pièce afin d'obtenir une surface plane et brillante.
Le polissage mécanique désigne généralement le procédé par lequel la pièce est pressée contre la surface d'une meule élastique rotative enduite d'un agent de polissage, par des méthodes automatiques, semi-automatiques ou manuelles. La surface métallique est rendue lisse ou brillante par découpe, déformation et usure.
Le polissage chimique consiste à dissoudre les micro-parties saillantes de la surface du matériau dans un milieu chimique, préférant ainsi les parties concaves, afin d'obtenir une surface lisse. Le principal avantage de cette méthode est qu'elle ne nécessite pas d'équipement complexe et permet de polir des pièces de formes complexes et de polir plusieurs pièces simultanément avec une grande efficacité. Le principal problème du polissage chimique réside dans la préparation du liquide de polissage.
Le principe de base du polissage électrolytique est le même que celui du polissage chimique : il consiste à dissoudre sélectivement les petites parties saillantes de la surface du matériau. Comparé au polissage chimique, il élimine l'effet de la réaction cathodique et offre un meilleur rendement.
La pièce est placée dans une suspension abrasive et placée dans le champ ultrasonore. Sa surface est ensuite meulée et polie par l'abrasif grâce à l'oscillation de l'onde ultrasonore. Lors du traitement par ultrasons, la force macroscopique est faible et ne provoque donc aucune déformation de la pièce. Cependant, la fabrication et l'installation de l'outillage sont complexes.
Le polissage fluide utilise un liquide circulant à grande vitesse et les particules abrasives qu'il transporte pour laver la surface des pièces et obtenir le polissage souhaité.
- Meulage et polissage magnétiques
Le meulage et le polissage magnétiques utilisent un abrasif magnétique pour former une brosse abrasive sous l'action d'un champ magnétique afin de meuler la pièce. Cette méthode offre une efficacité de traitement élevée et une bonne qualité. Les conditions de traitement sont faciles à contrôler et les conditions de travail sont optimales.