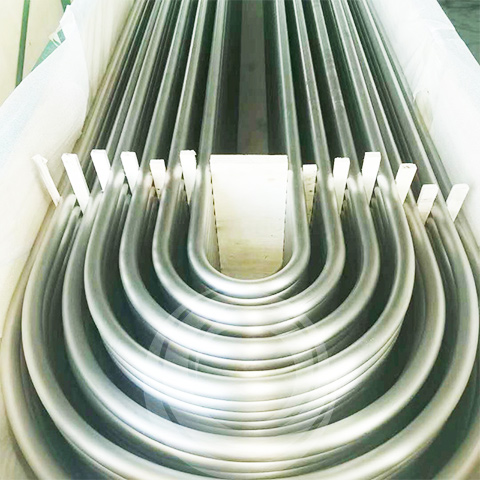
Titanium Alloys Tube
Titanium Tubes are characterized by their lightweight, high strength, and superior mechanical properties. They find extensive applications in heat exchange equipment, such as finned tube heat exchangers, coil heat exchangers, serpentine coil heat exchangers, condensers, evaporators, and conveying pipelines. In the nuclear power industry, titanium tubes are often employed as standard components for their units.
Common Titanium Alloy Grade Comparison Table
| Chinese Standard | Chemical Formula | American Standard | Russian Standard | Japanese Standard |
| TA1 | Industrial Pure Titanium | GR1 | BT1-0 | TP270 |
| TA1-1 | Industrial Pure Titanium (Plate Heat Exchanger) | | | |
| TA2 | Industrial Pure Titanium | GR2 | | TP340 |
| TA3 | Industrial Pure Titanium | GR3 | | TP450 |
| TA4 | Industrial Pure Titanium | GR4 | | TP550 |
| TA7 | Ti-5AL-2.5Sn | GR6 | BT5-1 | TAP5250 |
| TA8 | Ti-0.05Pd | GR16 | | |
| TA8-1 | Ti-0.05Pd (Plate Heat Exchanger) | GR17 | | |
| TA9 | Ti-0.2Pd | GR7 | | TP340Pb |
| TA9-1 | Ti-0.2Pd | GR11 | | |
| TA10 | Ti-0.3Mo-0.8Ni | GR12 | | |
| TA11 | Ti-8AL-1Mo-1V | Ti-811 | | |
| TA15 | Ti-6.5AL-1Mo-1V-2Zr | | BT-20 | |
| TA17 | Ti-4AL-2V | | πT-3B | |
| TA18 | Ti-3AL-2.5V | GR9 | OT4-B | TAP3250 |
| TB5 | Ti-15V-3AL-3Gr-3Sn | Ti-15333 | | |
| TC1 | Ti-2AL-1.5Mn | | OT4-1 | |
| TC2 | Ti-4AL-1.5Mn | | OT4 | |
| TC3 | Ti-5AL-4V | | BT6C | |
| TC4 | Ti-6AL-4V | GR5 | BT6 | TAP6400 |
| TC10 | Ti-6AL-6V-2Sn-0.5Cu-0.5Fe | Ti-662 | | |
| TC24 | Ti-4.5AL-3V-2Mo-2Fe | | | SP-700 |
Titanium Tube Production Standards
National Standard Welded Tubes, Seamless Tubes Standards: GB/T3624-2010,GB/T3625-2010,GB/T 26058-2010,GB/T26057-2010
American Standard: ASTM B337,ASTM B338
Chemical Composition Standards: GB/T3620.1, GB/T3620.2
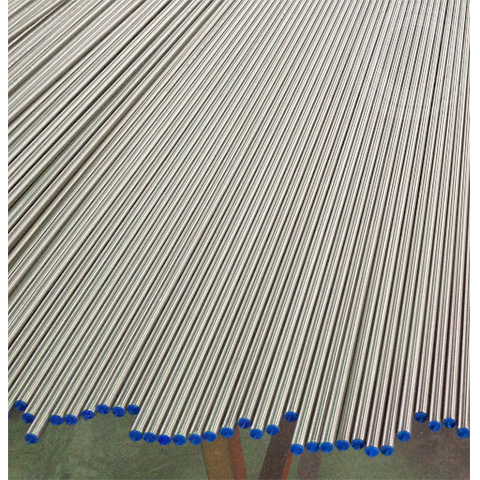
Titanium Tube Specifications
Titanium Tube Outer Diameter: 25.26mm ~ 210mm
Titanium Tube Wall Thickness: 3mm ~ 30mm
Titanium Tube Length: 500mm ~ 15000mm
Note: The maximum length varies based on the determined outer diameter and wall thickness.
Standard Specifications for Titanium Tubes
| 4*1 | 18*2 | 23*3.5 | 30*2 | 45*1 |
| 5*1 | 19*1 | 24*2 | 32*3 | 45*2.5 |
| 6*1 | 19*1.5 | 24*3 | 32*1.5 | 45*3 |
| 8*1 | 20*0.5 | 25*1 | 32*4 | 45*6 |
| 10*1 | 20*1 | 25*3 | 35*1 | 50*1 |
| 10*1.5 | 20*2 | 27*3.5 | 35*3.5 | 50*3 |
| 12*1 | 20*3 | 28*3 | 36*3 | 60*1.5 |
| 12*1.5 | 21*2 | 28*4 | 36*4 | 60*2 |
| 14*1 | 21*4 | 28*3.5 | 38*4 | 60*5 |
| 14*2 | 22*2 | 29*3 | 40*1.5 | 70*3 |
| 16*1 | 22*3.5 | 29*4 | 40*3 | 80*4 |
| 16*1.5 | 23*2 | 30*0.8 | 45*1 | 89*3 |
Titanium Tube Manufacturing Process
Process Flow: Flat Plate - Coil Slitting - Edge Treatment - Forming (Tube) - Welding - Shaping - Tube Cutting - Degreasing - Solution Treatment - Straightening - Final Cutting - Acid Pickling - Inspection - Storage
Advantages of Titanium Tubes
- Titanium tubes exhibit ductility: The elongation rate of high-purity titanium tubes can reach 50-60%, while the cross-sectional shrinkage rate can reach 70-80%. Despite the lower strength of high-purity titanium tubes, the inclusion of trace impurities and alloying elements in industrial-grade titanium significantly enhances its mechanical properties, allowing its strength to rival high-strength materials. This means that high strength and adequate ductility can be maintained even in industrial-grade pure titanium tubes containing small amounts of impurities and other metallic elements.
- Industrial-grade pure titanium tubes' specific strength (strength-to-weight ratio) is remarkably high among metallic structural materials. Its strength is comparable to that of steel, yet its weight is only 57% of steel.
- Titanium tubes exhibit strong heat resistance, maintaining good strength and stability even in an atmosphere of 500°C.
- Titanium tubes also demonstrate excellent low-temperature performance. They retain high impact strength even at -250°C and can withstand high pressure and vibrations.
- Titanium's strong corrosion resistance is attributed to its high affinity for oxygen, allowing it to form a dense oxide film on its surface. This oxide film protects titanium from corrosion by various media. As a result, titanium exhibits excellent stability in acidic, alkaline, and neutral saline solutions and oxidative environments. Its corrosion resistance surpasses that of existing stainless steel and other non-ferrous metals.
Applications of Titanium Tubes
Titanium tubes, with their exceptional properties of high stiffness, strength, toughness, and high melting point, find applications in various fields, such as in aircraft hydraulics, medical implants, hydraulic systems, subsea equipment, offshore drilling rig components, and chemical and marine processing plants.
Applications in the Aerospace
Titanium is used in airframes as well as engine components in aerospace. Titanium tubing is capable of handling high temperatures even without creep. The tube is recognized for its high strength-to-density ratio due to its excellent resistance to fatigue and crack growth.
Applications in the Power Industry
Power Generation - Titanium tubes play a crucial role in high-temperature water and steam environments. Grade 2 titanium has been used in various power plants to address boiler friction and condenser failures.
Applications in the Chemical Industry
Chemical Processing - Titanium is often used in highly corrosive environments in demand piping systems, the chemical processing industry, heat exchangers, and other systems capable of handling heavy loads. Due to titanium's exceptional corrosion resistance, it is highly likely to endure high stress effectively for prolonged periods, even in extreme environments.
Oil and Gas Industry
Oil and Gas - Titanium finds applications in high-temperature, high-pressure, or high-pressure, high-temperature environments, such as those encountered in oil and gas well applications, where pipelines must withstand continuous use. The oil and gas industry often requires titanium's high corrosion resistance, especially in upper structures, subsea installations, and downhole applications.
Factors Affecting the Quality of Titanium Tubes and Control Measures
| Influencing Factors | Problem Description | Control Measures |
| Alloy Quality | Formation of high-density inclusions, segregation, or brittle, challenging phases leads to uneven tube forming and the generation of cracks or fractures during tube preparation. | Adopting multiple vacuum consumable arc melting processes. Reduce melting current and slow down the melting speed. Utilize advanced electron beam cold hearth refining during melting. |
| Tube Billet Quality | Extruded billets have a fine microstructure and good plasticity, but the equipment is complex and requires significant investment. Billets from inclined rolling and piercing have a coarse microstructure, lower plasticity, and good surface quality. | The extrusion process is suitable for producing titanium billets with lower strength and high dimensional precision. On the other hand, the inclined rolling and piercing process is ideal for producing titanium billets with higher strength, fixed specifications, and larger production quantities. |
| Heat Treatment Regimen | Excessive temperature can result in coarse microstructure. Too low a temperature might cause under-annealing, leading to the persistence of residual stress and work hardening, thus affecting subsequent processing and final product performance. | Accurately determine the alloy's phase transition points for each batch of material; Develop a rational heat treatment process considering the tube's processing route and the alloy's mechanical properties; Strictly control the heat treatment atmosphere. |
| Amount of Deformation | Excessive deformation can lead to poor surface quality, cracks, and fractures; Insufficient deformation may fail to break down coarse original grains, resulting in low mechanical properties of the tube and low production efficiency. | Arrange processing steps reasonably based on permissible deformation per pass and maximum cumulative deformation for the alloy; Pay attention to the match between the Q value and deformation amount to produce the tube's favorable weaving orientation. |
| Lubrication Process | Efficient lubricants can reduce plastic forming resistance, ensure tube surface quality, prevent local overheating, and decrease tool and die wear. | Consider the forming process and choose suitable lubricants based on alloy characteristics; Analyze the manufacturing process and precisely design a combination of lubricants. |