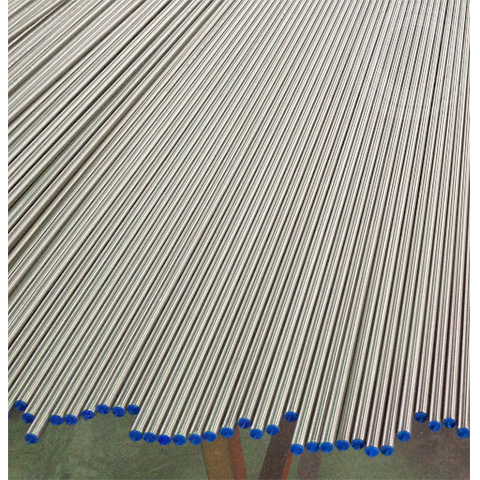
Stainless steels are classified according to their metallurgical structure: austenitic, ferritic, martensitic, precipitation hardening, and duplex. Austenitic stainless steels contain chromium and nickel. They are hardened only through cold working and are non-magnetic although some may become magnetic by cold working. The materials we supplied are as bellowed.
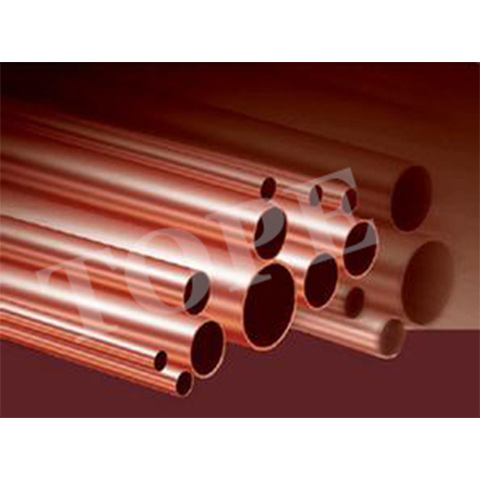
Stainless steel seamless pipes are long steel bars with a hollow cross-section with no seams along the pipes. The thicker the wall thickness of the steel bars, the more economical and practical they are, while the thinner the wall thickness, the higher the processing cost.
Manufacturing Process of Stainless Steel Seamless Pipes
1. Hot rolling (extrusion of seamless steel tube):
Round billet → heating → piercing → three-Roller cross-rolling, continuous rolling or extrusion → de-tube → sizing (or reducing the diameter) → cooling → straightening → hydrostatic test (or flaw detection) → labelling → warehouse storage
The raw material for seamless steel pipes is round billets, which are cut into billets of about 1 meter in length by cutting Machines and sent on conveyor belts to furnaces for heating. The billets are heated in furnaces at a temperature of about 1200 degrees Celsius. The fuel is hydrogen or acetylene. Temperature control in the furnace is a critical factor. After the round billets are baked, they go through pressure piercing machines to be pierced.The more commonly used piercing machines are the tapered roller piercing machines. These kinds of piercing machines are highly efficient, produce excellent product quality, being able to pierce a wide range of diameters and types of steels. After piercing, the round billet goes through three-roller inclined-rolling, continuous rolling or extrusion. After extrusion, the billets are de-tubed and diameter sized. The sizing machines use conical drills at high-speed rotation to pierce the steel billet forming the steel pipes. The inner diameters of the pipes are determined by the lengths of the outer diameter of the drilling heads of the sizing machines. After sizing, the steel pipes enter the cooling tower, cooled by water sprinkles. Upon cooling, the pipes are straightened. The steel pipes are then sent by conveyor belts to the metal flaw detectors (or hydraulic test) for internal inspection. If there are cracks, gas pockets and other problems within the pipes, they will be detected. After the quality inspection of the steel pipes, they go through a strict and rigorous manual visual inspection. Once the pipes have been checked, each pipe will have its serial number, model, specifications and production lot number spray painted on it. They are then lifted by cranes into the warehouses.
Cold-drawn (rolled) seamless steel pipe rolling method is more complex than hot rolling (extrusion of seamless steel pipe). The first three steps of their production process are basically the same. The difference is in the fourth step, the round billets after piercing, have to go through pointing then annealing. After annealing, the billets are pickled with a special acidic agent. After pickling, lubrication is applied. Then the billets are cold drawn (cold rolled) several times, then re-billeted and specially heat treated. After the heat treatment, they are straightened.
The product's process determines its limitations. Generally, seamless steel pipes have lower precision, uneven wall thickness, surface dullness inside and outside the pipes, high cut-to-length cost, pockmarks on the exterior and interior, black surface spots that are difficult to remove, as well as, its quality inspection and straightening must be conducted offline. Their superior advantages are demonstrated as a material that is applied for mechanical structures requiring high strength under high pressure.
The Difference between Seamless Steel Pipes and Welded Steel Pipes
Many people think that there is not much difference between seamless steel pipes and welded steel pipes, as long as the inner cavities of the welded pipes are smooth enough and the overall quality is good enough, you can use the welded pipes instead of the seamless pipes. However, the differences between seamless stainless steel pipes and welded stainless steel pipes are not visible to the human eyes. Let us discuss the differences between them.
The chemical composition of stainless steel welded pipes and stainless steel seamless pipes have some differences.
The composition of the steel used for manufacturing seamless pipes only needs to meet the most basic requirement of ASTM. The steel used for manufacturing welded steel pipes, on the other hand, requires a chemical composition that is suitable for welding. For example, silica, sulfur, manganese, oxygen and a certain percentage of elements such as ferrite can be mixed to create a weld melt that can easily transfer heat during the welding process ensuring that during all the welding processes, the welding has full penetration and is free of gas pockets, porosity or inclusions. The lack of the above chemical composition in steel pipes, such as seamless pipes results in a variety of unstable factors during the welding process, taking a longer time and having uneven welding penetration.
2.The quality of welded stainless steel pipes are easier to control than stainless steel seamless pipes.
Since welded Stainless Steel Tubes are made of cold-rolled sheets that are precisely tested and approved, hence all imperfections are limited to the welding. Seamless stainless steel pipes, on the other hand, are made from stainless steel billets that are stamped with a punch, resulting in numerous tears in the steel pipe walls during the extrusion process. The vortex tests show that the defect rate of welded stainless steel tubes is generally smaller than that of seamless stainless steel pipes. With ultrasonic testing, the background noise of seamless stainless steel welded pipes is so great that it is difficult to detect its defects. Seamed stainless steel welded pipes, however, have very low background noise, so it is easy to look for defects.
3. The accuracy and quality of seamed stainless-steel welded pipes are higher and easier to control than stainless steel seamless pipes.
Seamless stainless steel pipes are manufactured by piercing through the centre of the stainless steel billet at 2200°f with a mandrel, where the hollow billet is then rolled and elongated to become soft and spirally formed at high temperature. The wall thickness of the pipes is uneven and inconsistent. The deviation in wall thickness of seamless pipes are greater than that of welded pipes. This is because stainless steel welded pipes are made from precise cold-rolled steel sheets, hence the wall thickness of the welded pipes have very small tolerances and the wall thickness are very uniform across the entire circumference.
4. In terms of pricing, there is also a difference.
Usually, the price of seamless steel pipes is double or more of the seamed steel pipes. Therefore, the price for a seamed steel pipe is very affordable.