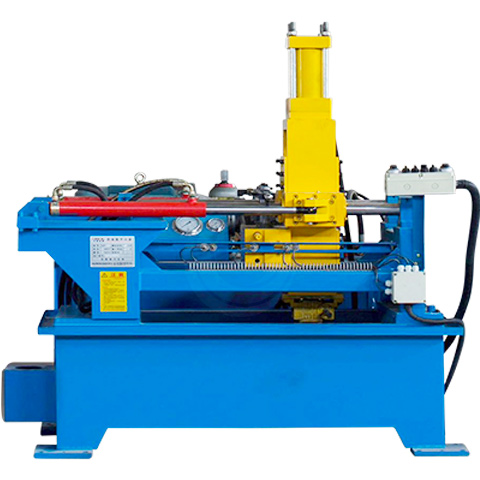
Welding seam grinding equipment is a special equipment used to flatten the internal welding seam of stainless-steel welded tube in-line, so that the internal weld makes a smooth transition with the base metal, eliminate the shortcomings of the welded tube, and highlight the advantages of welded tube.
The system must be installed between the back weld and the external weld grinder. The main feature of this system is that the raised weld is repeatedly pressed by a pair of rollers more than 30 times per minute, ensuring a smooth transition between the weld and the base metal. The use of advanced proportional bend hydraulic control makes the equipment run smoothly and the impact on the welded tube in the welded tube production line is minimized to achieve the best effect. The control and protection system of the equipment are automatically controlled by the PLC, thus ensuring the reliability and safety of the equipment.
Technical Parameter
Model
Dilameter (mm)
Wall thickness (mm)
Production rate (m/min)
Power (KW)
ZP-40
Φ12-Φ50
0.5-2.0
0-6
11
ZP-50
Φ12-Φ50
0.5-3.0
0-6
11
ZP-60
Φ50-Φ114
0.8-3.5
0-4
11
ZP-80
Φ89-Φ168
1.0-5.0
0-5
15
ZP-100
Φ127-Φ219
2.0-6.5
0-2
15
ZP-120
Φ168-Φ273
2.5-8.0
0-1.5
15
Working Process
Welding seam grinding equipment for stainless-steel includes internal and external weld leveling pneumatic systems, hydraulic and pneumatic systems, electro-hydraulic and pneumatic control systems with PLC control, as well as mold and rolling fluid circulation equipment. After horizontal roll rolling, the residual height of the stainless steel welded pipe with internal and external weld is removed, and the section of the welded pipe becomes a horizontal oval. The mandrel is stuck in the welded pipe and follow the welded pipe. After the vertical roll rolling, the section of the welded pipe becomes a circle, and the mandrel and the welded pipe are separated and pulled back to the proper position by the cylinder when the frame is returned, and then the second rolling cycle is carried out.
Product Characteristics
No pickling process is required, energy saving and environmental protection, higher efficiency and lower cost;
The surface of the steel pipe is bright and does not produce scales;
The straightness of the steel pipe is good, the deformation phenomenon is reduced to a low limit, the yield is high, and the installation is convenient.
The production line produces the finished product directly, without additional processing and mechanical processing.
Fine structure: high-tech fine motor structure design, stable performance, reduce power consumption.
The appearance is made of high-quality stainless steel engineering material, it is durable.