The Effects of Magnesium Oxide on the Quality of the Electric Heaters
Which of the specifications of the electro fused magnesium oxide used in the production process of electric Heaters will affect quality control?
There are varying factors relating to the production of heating elements that would affect the quality of the heaters. Some of them include the workmanship and technology of the electric heater as well as the wide range of Raw Materials used in the production of the electric heaters, particularly the various specifications of the electro fused magnesium oxide. The following illustrates a simple introduction to the main technical specifications of the electro fused magnesium oxide affecting the quality of the electric heaters:
The effects of the chemical composition of magnesium oxide used in the production of electric heaters
- Chemical composition of magnesium oxide based on several overseas manufacturers – See Table 1.
| Name | Type | LOS | Si02 | AL203 | Fe203 | Ca0 | Mg0 | BppM | SppM | CPPM | Magnetic PPM | PPPM |
| America | High temperature | ≤0.02 | ≤4.5 | ≤1.2 | ≤0.2 | ≤1.7 | ≥92 | ≤50 | ≤50 | ≤100 | ≤50 | ---- |
| Middle | ≤0.025 | ≤5.0 | ≤0.8 | ≤0.2 | ≤1.1 | ≥90 | ≤60 | ≤50 | ≤100 | ≤100 | ---- |
| Low temperature | ≤0.25 | ≤8.0 | ≤1.0 | ≤0.2 | ≤1.1 | ≥76 | ≤60 | ≤50 | ≤100 | ≤150 | ---- |
| Janpan | High temperature | ---- | ≤1.5 | ≤0.6 | ≤0.5 | ≤1.0 | ≥97 | ---- | ---- | ---- | ---- | ---- |
| Middle | ---- | ≤2.0 | ≤2.0 | ≤0.6 | ≤1.5 | ≥94 | ---- | ---- | ---- | ---- | ---- |
| Low temperature | ---- | ≤2.0 | ≤0.6 | ≤0.7 | ≤1.5 | ≥94 | ---- | ---- | ---- | ---- | ---- |
| Factory of German | High temperature | ---- | ---- | ---- | ≤0.2 | ---- | ≥95 | ---- | ≤ | ≤100 | ≤100 | ≤50 |
| Middle high | ---- | ---- | ---- | ≤0.5 | ---- | ≥95 | ---- | ≤100 | ≤500 | ≤300 | ≤500 |
- The effects of the chemical specifications of magnesium oxide on the quality of the electric heaters
i). Loss on ignition: It refers to the strong heating of the electro fused magnesium oxide at high temperature, allowing volatile substances such as water to escape. For the high-temperature powder and the normal powder, it is mainly referring to water; for the modified powder, it is referring to water as well as the modified agent components. If it is too high, the peak value of the current leakage would be excessively large when the current is passed through for the modified powder. As for the high-temperature powder, it would cause bubbles after the tubular heater has passed through the oven.
ii). SIO 2 : The proportion of SIO 2 and CaO is maintained at 1:1. The best is to maintain the proportion at 2:1.
iii). Fe 2 O 3 : The level of oxidized iron directly affects the lifespan of the electric heaters. As for the electro fused magnesium oxide, the lower the Fe 2 O 3 content, the better it is. However, pertaining to the existing magnesium resources in China, it has been scarce to be able to obtain magnesium with ≤ 0.2Fe 2 O 3 . Most the magnesium mines have obtained electro fused magnesium with approximately ≤ 0.5% of Fe 2 O 3 content. On the other hand, China has yet to discover a method to drain out the iron, allowing the manufacturers to extract Fe 2 O 3 during the burning of electro fused magnesium and control the content at around ≤ 0.1.
Iv). Al 2 O 2 : Within the electro fused magnesium, the average Al 2 O 2 content is between 0.1 to 0.5. The relatively high specification content is related to the additives added during the production process.
v). CaO content: CaO, commonly known as limestone, is easily soluble in water to form Ca (OH) 2 . When the silica content is comparatively high, during the electrofusion process, it would generate CaSiO 2 , CaO+SiO-CaSiO 3 (high temperature) when CaO and SiO 2 react together.
vi). Mgo: In the electro fused magnesium, the MgO content is between 96 to 98 per cent. In general, the higher the level of MgO, the lesser the impurities in comparison and its functionality is undoubtedly better. If the MgO content is between 98 to 99 per cent, it is known as the macrocrystalline. The crystalline shape of the microcrystalline is in the needle and slice form. However, its physical and electrical properties are not superior to electro fused magnesium. If there are requirements for excellent electrical properties, MgO content ≥ 98% and other impurities such as Fe 2 O 3 ≤ 0.2%, it could only be achieved by using magnesium in sea water.
vii). Other microscopic impurities content: That is mainly B, S, P and C. The existence of B would lower the melting point of MgO (the melting point of magnesium oxide is 2800℃). When using high-temperature powder to manufacture the electric heaters, the electric heaters must be maintained at 1050 to 1080℃ and baked in the oven for 15 to 40 minutes. If the B content is too high, calcination will occur. During the bending of the electric heaters, the bending portion will exhibit crack lines like those of the hairlines, lowering the high-voltage resistance of the electric heaters. See Picture 1.
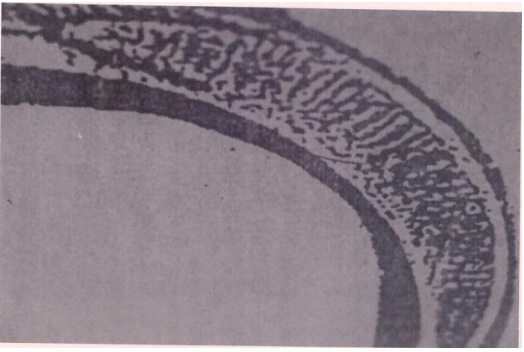
In a severe situation, the high-voltage resistance would not be restored after the bending corner is oil-pressed. And the existence of S and P would also shorten the lifespan of the electric heaters. If the existence of C ≥ 100PPM, the current leakage would rise while the high-voltage resistance as well as the insulation would plunge.
viii). Ferro substances are virtually hazardous. It would be better to control their contents to a level as low as possible. U.S. UCM requirement ≤ 50P. P.M and below.
The level of ferro substances content in the electro fused magnesium is dependent on two conditions:
- The level of Fe 2 O 3 content in the original material. If Fe 2 O 3 ≤ 0.5, it would satisfy the fundamental requirement.
- The capability level of the magnetic separation Machines in the magnesium powder plant: Currently, the domestic magnetic separation machines that employ the water-cooling method are relatively better. If the content of ferro substances is too high, it would directly affect the high-voltage resistance in normal circumstances, significantly lowering the electrical properties of the electric heaters and shortening their lifespans as a result. At present, the specification control of domestic factories in general is maintained at ≤ 0.03% and below.
The effects of the physical properties of magnesium oxide powder used in the production of electric heaters
The physical specifications of electro fused magnesium powder is principally divided into flow rate (FT), tap density (TD) and FR, mesh distribution.
- Flow rate (FT): It refers the completion time recorded by 100g of electro fused MgO to flow through 4# Ford Cup and the unit is denoted in second (s). Different powder filling machines have different requirements for the flow rate, in particular, some of the overseas powder filling machines such as Kanthal, Tateho, etc. have comparatively higher requirement for flow rate. The major domestic powder filling machinery manufacturers have relatively lower requirements on the flow rate, normally in the range of 38 to 42 seconds. If the flow rate is too slow, the powder filling would not be full and the quality of the electric heaters would be compromised. Eventually, it would affect the compressed density after tube rolling and further affect the power and heat transmission. If the flow rate is too fast, the powder would leak easily during the filling process, wasting a large volume of magnesium powder.
- Tap density (TD) and FR
Tap density (TD) and flow rate (FR) refer to the recorded density by using the U.S. manufactured AP901122 tap density measuring instrument. The method consists of placing 100g of magnesium oxide into the tap density measuring instrument #3 Ford Cup and determining the flow completion time and density.
It is an important specification in electro fused magnesium oxide. Different customers have varying requirements on the density for different metallic tubes. It principally affects:
i). The extension rate of the electric heaters after filling up the powder. That is, the length of the electric heaters after tube rolling. If the density is large, the tubes would be longer after tube rolling; while if the density is small, the tubes would be shorter after tube rolling.
ii). The compressed density after tube rolling that would result in the changes of insulation properties of the resistance heating wires. And it would also affect the power and heat transmission rate of the electric heaters. As such, it is always in the best interest of the tubular heater manufacturer to specify its requirements to the magnesium powder factories. For example, the production of aluminium and copper electric heaters would usually have relatively high requirements for the density of the magnesium powder. It is normally in the range of 2.36 ~ 2.40 g/cm 3 . For bundy and Stainless Steel Tubes, the TD is commonly maintained at 2.31±0.3g/cm 3 . If the density is excessively large, the electric heaters are easily snapped due to the relatively small diameter during the tube bending process. If the density is excessively small, the powder filling would not be full inside the tubes, failing to achieve the requirements of high-voltage resistance and other electrical properties.
- The distribution of mesh number. The distribution of particle mesh for the electro fused magnesium oxide is determined by the density, flow rate and the size of the produced electric heaters required by the users. The following discusses several types of common distribution of mesh number: (for details, refer to the table below)
i). The effects of the distribution of mesh number on the electric heaters: If the mesh number is too large, the particle size would be small and the surface area of each individual weight would be relatively large, resulting in easy absorption of humidity; whereas if the mesh number is too small, the particle size would be large and it would damage the heating wires after compressed extension and affect the lifespan of the electric heaters.
ii). How to choose the mesh number based on the diameter of the electric heaters and the thread pitch of the resistance heating wires:
For electric heaters with diameter ≥ 8mm, magnesium powder with 40 mesh ~ 325 mesh could be selected.
For electric heaters with diameter 6.5mm ~ 8mm, magnesium powder with 50 mesh ~ 325 mesh could be selected.
For electric heaters with diameter ≤ 6.5mm, magnesium powder with 60 ~ 325 mesh could be selected.
iii). How to make use of the distribution of mesh number to regulate the tap density (TD)
To enlarge the density, you could appropriately enlarge the particle weightage (such as 60 mesh) and add the proportionate content for 200 mesh. To lower the density, you could just reduce 200 mesh and below.
| Name | Density | Flow rate | Flow rate | Mesh distribution |
| USA UCM | 2.39+0.02 | 175士15 | 5# | +40 | +60 | +100 | +200 | +325 | -325 | |
| ≤0.1 | 32±7 | 27±6 | 27±6 | 9士3 | 5±2 | |
| CHINA PRODUCTS | 231+0.03 | 185+15 | 4# | +40 | +60 | +80 | +140 | +200 | +325 | -325 |
| ≤0.1 | 25士5 | 25±5 | 25士5 | 15±5 | 10±5 | 5±2 |
- Other impurities in electro fused magnesium oxide
Magnesium oxide is not allowed to contain any impurity, particularly organic impurities such as fragments of packaging substances, ribbons. Organic impurities would carbonize when the current is activated, severely affecting the electrical properties and may result in tube explosion.
The effects of the usage of modifier
The usage of modifier must be controlled in a stringent manner. The addition of modifier is mainly to achieve the following objectives:
- Achieving the moisture resistance in different areas, particularly in the southern part of the country where it is marked with frequent rains, high temperature, high humidity. In these areas, the requirement for the moisture resistance property of the magnesium powder is relatively higher.
- Choosing the appropriate modifier that could withstand comparatively higher temperature. In general, the smaller the molecular weight, the temperature resistance of the modifier that contain low carbon content would be enhanced.
- The usage of modifier could not be too excessive. If they are used excessively, the operating temperature of the magnesium powder would be reduced. In more severe situation, it would even result in tube explosion.