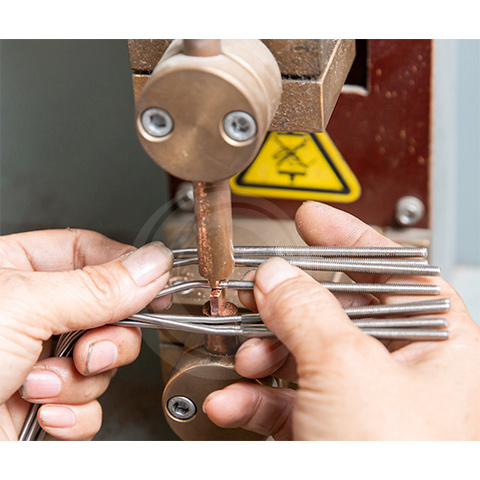
精密交流点焊机一般指功率在16KVA以下点焊机,以台式为多,通常分脚踏和气动两种,此焊机采用交流电放电,并在此基础上,分别采用单脉冲、多脉冲、周波、时间、程序等各种控制方法。也可实施单点焊接、连焊自动控制、人为控制,规格齐全。主要作用于钨、钼、铁镍、铝、不锈钢、银等多种金属片、丝、棒料的焊接。
大功率交流点焊机一般是指功率在16KVA以上的点焊机,以立式气动为主,大功率交流点焊机性能特点:直接式加压机构,随动性能好,焊接速度快 ,使用寿命长,噪音小 安全,使用方便 采用节水型强制冷却方式 高牢固强度的机体结构 上部绝缘简单实用 主回路采用大功率SCR无触点开关 高导电性,电力损耗低 ,在国产交流点焊机中的二次电流回路中,主变压器上次级输出采用多层高韧性、高导电性紫铜软带,并呈U型连接;大幅提高使用寿命,下次级输出采用一体式直接连接机构,电流损耗降至最低。交流点焊机主回路采用水冷大功率可控硅元件,输出电源强劲、稳定,可靠性强。具有抗冲击、振动的刚性,可防止加压时的电极头滑动,实现稳定焊接。主要作用于五金,机电,汽车行业。交流机的焊接精密度和焊接性能要高于储能机。
精密储能点焊机,本系列点焊机采用电容储能充放电焊接,具有对电网冲击小、焊接电流集中,泄放速度快,穿透力强,焊接表面热影响区小等特点,适合作用于铜、镍、不锈钢、铁等多种金属片、丝、棒的焊接。以及各类小型继电器、低压电器及簧片、银触点、铜线的焊接。
大功率储能点焊机一般是指功率在800J(焦耳)以上的储能点焊机, 特点: 用途广,除一般软铁外,不锈钢、铜铝、合金及一般非铁金属皆可焊接、且焊接性能优异。由于输出和输入完全分隔,不受外部电源变化影响,保持恒定功率输出。
产品性能相对于直流和交流机来说要差一点,焊点外观及焊接牢固度还行,适合外观要求不是很高的产品件的加工。缺点是:储能、储能,顾名思义就是先把电储在设备的电容器里,每次放电前需要充电,设备使用一段时间后还需要更换电容器。
直流点焊机的原理是通过技术把交流电逆变成直流电用于焊接。
众所周知我们用的电,不管是家用还是工厂用电都是交流电,那是因为交流电的优点是便于输送和成本便宜,它的优点便是直流电的缺点,它的缺点就是直流电的优点,它们是互补的,直流电相对于交流电用在设备上更稳定、安全。与交流机一样直流机也以台式为多,通常也分脚踏和气动两种,焊机采用直流电放电,可分别采用单脉冲、多脉冲、周波、时间、等各种控制方法。也可实施单点焊接、连焊自动控制、人为控制,规格齐全。主要作用于钨、钼、铁、镍、铝、铜、不锈钢、银等多种金属片、丝、棒料的焊接。
直流焊机相对于交流和储能焊机它的优点是:结构紧凑,体积更小,承受过载能力强,能耗低,性能优越,焊接精密度更高。缺点是相对于前两种焊机它的造价成本要贵一点。